联系人:上官振东
手机号:13768883727
电 话:0771-7920388
传 真:0771-3818183
网 站:www.nnhtsy.com
厂 址:崇左市江州区中泰产业园经南六路与纬西十二路交叉口西南侧
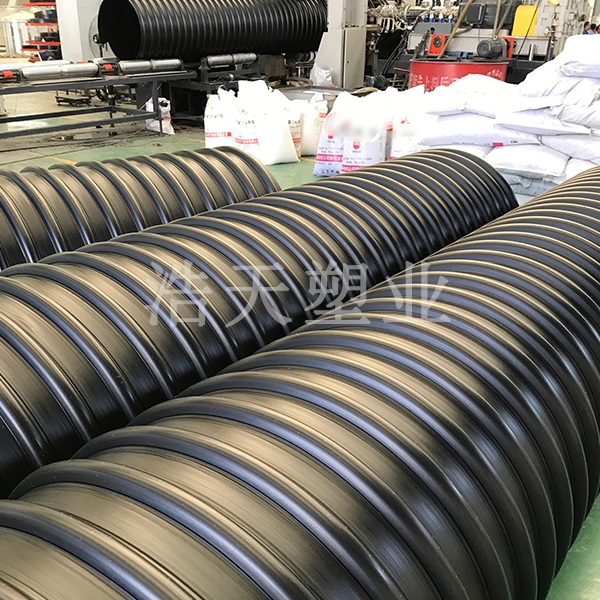
目前国内市场针对hdpe钢带增强聚乙烯螺旋波纹管的连接主要采用热熔挤出焊接、电热熔带连接、热收缩管(带)连接和卡箍连接等四种连接方法,以下广西钢带排水管小编就这四种连接方法和步骤简单的介绍下:

一、电热熔带连接
1、电热熔带焊接结构
电热熔带焊接方法是利用镶嵌在连接处接触面的电热元件通电后产生的高温连接方法,是刚性连接。电热熔带焊接是采用一条内壁镶嵌有电阻丝的聚乙烯电熔带、紧贴在两被连接端的外表面(复盖连两厘米以上),再用耐热带紧固;同时在接口处管端内壁用可拆卸的工具支撑牢固后,再用电热熔焊机给电阻丝供电,电阻丝发热熔融膨胀形成压力,界面两边的聚乙烯互相扩散,关闭电源,待充分冷却固化后形成可靠连接。
2、电热熔带焊接施工的要点:
电热熔带连接时,须严格按照电热熔带要求的技术指标和设备规定的操作程序进行。采用的电热熔带须由生产厂配套供应其步骤如下:
2.1、检查管道和电热熔带是否有损伤。
2.2、对齐管道和清除杂。
2.3、通过水平杆或沙袋将要连接的管道放置在离地面20~750px处。地基上挖有操作坑的可将管道直接放置在地基上。操作坑宽为电热熔带宽2倍,深为管底下750px。并水平对齐。
2.4、用洁净的布将管道的外表面和电热熔带的内壁上的杂物清除掉(包括水气),油类污物可用对PE材料焊接有邦助的溶剂擦拭。
2.5、用电熔带将已水平对齐的管道的要连接的部分紧紧圈住。外面再用耐热带紧固。
2.6、将焊机的输出线端与电热熔带的连接线头相连接。
2.7焊接在电熔焊机上设定好时间和档位,根据操作规程进行焊接。焊接结束要充分冷却后才能移动管材。在冷却期间,可以进行下一个焊接。
二、热熔挤出焊接
1、热熔挤出焊接的结构:
热熔挤出焊接是采用专用热风挤出焊接工具,先将管材被连接两端加热,焊枪挤出熔融的聚乙烯料,把连接缝两端的聚乙烯材料熔融接成一体的连接方法,属刚性连接。
挤出焊接的是利用分子热运动的基本原理,通过挤出焊枪将PE焊条加热(使焊条从固态变成了粘流体)并挤出。同时焊枪上配置的热风枪加热被焊PE管的待焊面,经外力作用,接缝两端的PE材料相互粘合,使彼此间得到了很好的扩散和相互缠绕,将管材连接为一体,从而达到焊接的效果。
2、热熔挤出焊接的施工要点:
2.1、在焊接前先检查待焊接管材两端面是否切割平整(如端面不平整,应进行修)。将待焊面控制在管材波谷居中位置,两被焊管材调正到同一轴线(让管材断开部位尽可能对齐);接口处需留1-3mm间隙,以便于焊接(但zui大缝隙一般不超过5mm)。若达不到要求,则要用工具对接口进行局部修切。修切工作可以从管外或管内(φ800以上的管道)进行。焊接区域须保证清洁、干燥。不得有尘土和其他杂质存在;并对焊接区域内、外表面进行打磨处理,除掉氧化表层。
2.2、焊接所用的焊条一般应由管材生产厂配套提供,要求与生产管材所用的聚乙烯材料相同或与管材相融好的材质焊条,要求断面为圆形、该焊条粗细一致并符合所选用焊枪焊接性能的要求。此焊条还须要求洁净、干燥、无任何污渍。
2.3、须强调要使用带热风装置的良好挤出焊机。焊接时热风装置须将焊管材接缝端的聚乙烯预热,使挤出的熔融聚乙烯能够与管材融为一体。所有焊接断面须饱满,不能有漏焊和断口。
2.4、对管径大于800mm的管材,一般应进行内外双面焊接。
2.5、根据环境条件设定熔料和热风温度;对熔料保持一定的焊接压力;有相应缓慢的冷却时间。
总之,所有焊接工艺及操作要求应按管材生产厂提供的焊接工艺及操作要求进行。
三、卡箍连接
卡箍连接是通过螺栓和两个半圆形外套筒将相邻管端紧固,并采用套筒和管壁间的橡胶塞而达到密封要求的连接方法。
卡箍连接的金属连接件zui好采用不锈钢,若用黑色金属,则其zui低的质量要求是:须作防锈防腐蚀处理。套筒和管壁间的橡胶塞,应采用耐油的橡胶,橡胶密封圈的性能应符合现行国家标准GB/T21873《橡胶密封件给、排水管及污水管道用接口密封圈材料规范》的要求。橡胶密封圈应由管材生产厂配套供应。
在此特别强调:采用卡箍连接时,因为管外壁呈螺旋波纹状,所以须在待连接管材端的波谷内加填遇水膨胀橡胶塞。选用的哈夫套,须有防腐能力和限位装置,以保证哈夫套的长期性能且不能在管材外壁有位移或滑动。
四、热收缩管(带)连接
热收缩管(带)连接是采用纤维增强聚乙烯热收缩带做内层,热收缩管做外层,热收缩管内表面涂有热熔胶,经加热后与的将相邻管端贴合紧箍连成一体的连接方法。
热收缩管连接一般用于管径小于1200mm的钢带增强聚乙烯螺旋波纹管(大于1200mm以上的目前只能用纤维增强聚乙烯热收缩带沿接口缠两层外两加卡箍)。连接时须按照热收缩管(带)的工艺要求进行操作,首先应把连接部位的管材外壁打磨干净、对管材进表面处理,再将热收缩套于需连接的两管端,然后进行加热使热收缩管(带)的内壁与管材外壁粘合,待冷却后形成恒定的包紧力达到管材连接要求。采用热收缩连接时,应将待连接管端对齐,尽可能不留间隙。对热收缩套加热时,应注意火焰温度,可以从热收缩套中部往两边逐渐加热,也可以从一端向另一端逐渐加热,要把热收缩管与管材间的气体全部排除,使其与管材全部贴合,同时应使热熔胶从热收缩端口析出。
热缩管(带)的施工环境温度一般应为-20~60℃,若环境温度低于0℃,应对采取保温措施;连接时须按照热收缩管带的工艺要求进行操作其操作步骤(从一端向另一端逐渐加热)如下:
1、检查两待连接管的对接端面是否平整,要求两端面合拢后的局部间隙小于mm,如达不到要求需要进行现场修整,直到达到要求为止。
2、架空两待接管端部,使其离地面或沟壁有一定距离(以加热工具在圆周方向操作方便为宜)。
3、将热缩管穿套在两待连接管的一端上,拉到距连接端面大于500mm的位置(此时热缩管内壁的防护纸层不能被破坏,须完整,才能防止污物、灰尘和水等浸入热缩管内壁)。
4、打磨将两待接管距对接端面120mm长的圆柱表面层打磨粗糙、波峰和波谷糟都要用钢丝刷磨粗糙,zui少要打磨叁个半波节长,钢丝刷的外形应与波纹管外形一致(每一个规格配一种钢丝刷)。
5、用清洁的布,将打磨后的管端部分擦干净。
6、将两对接管端面对齐并固定,不能有错位。
7、用与被连接管相熔的PE焊条,用小喷咀的小束红色火焰或小热风束加热接缝处和焊条,在圆周上均匀焊接四处以上(焊缝长一些为好),以将两管连接处固定。
8、用红色火焰预热两管端(距对接端面三个波距)的圆周面,使表面温度达到40℃-50℃(预热温度应比热熔胶的软化点温度低15℃以上),可使用表面温度计进行监控。
9、在连接处缠绕并同时烘烤加强纤维热收缩带,要求至少绕过圆周一周以上并搭接牢固。
10、预热待接管两端到打磨线以内,使表面温度达到40℃-50℃。
11、小心移动热缩管到一端打磨面内,移动的位置大约是:从起始加热处距对接端面的距离大约为热缩管长度的1/3左右(根据什算加实际经验zui后定各规格的长度),并去掉热缩管内防护纸层(注意不要将纸屑等污物粘在已预热的波纹管面和热缩管内壁上)。用防粘材料做的楔形隔支撑热缩套的另一端,使热缩套与波纹管同心,以保证热收缩管与波纹管之间周向间隙均匀,利于提高热缩管的收缩均匀性和表面平整性。
12、烘烤:首先应用红色火焰(或用专用环形烘烤器)从一端开始,沿热缩管圆周方向均匀移动(严禁火焰沿长轴方向移动或在一处停留),待一端的一周收缩好后,再逐渐延伸加热(注意同样要一周一周地均匀加热,而不能沿轴线直线移动加热,否则会造成表面起皱或开裂)。在烘烤过程中,还应及时用光洁的滚筒(与波谷形状尺寸相合的筒或棒)或戴防热手套对已收缩部位轻轻加压,使其紧贴波形并除去残余空气(注意不要烤伤波纹管)当加热收缩到距端面125px处时,可将火焰转向加热收缩管内壁的热熔胶,然后再转向外壁。待热收缩管完成后,再用微火全面均匀加热(使热熔胶充分熔化)至端部有热熔胶溢出。
这里要强调指示的是掌握好火焰加热温度既不能过高把PE管外壁烧损,热缩管的端部开裂,又不能温度太低会造成热熔胶未充分熔化不能粘牢、达到不到剥离强度的要求。
为了做好连接工作,须有好的操作工具。上面所提到的烘烤热源和平整工具都要认真准备好。热源用小型液化罐,天然气、甲烷、液化气、喷灯等都可以,但须要有与波纹管径相适应的一套喷嘴,zui好是一套专用工艺操作工具,如专用的自动烘烤机具等,有利于提高连接质量。
五、组合连接方法
以上四种是目前国内外较为成熟和常用的连接方法,但是一种方法有时会觉得不够保险,所以我们提出:对于重要的工程zui好是采用两种以上的方法组合施工,保证连接的安全可靠。组合的方式有多种,举例如下:
1、热收缩管连接与热风挤出焊接组合使用法。先用热风挤出焊,把管材焊接起耒、达到不漏的要求,再包热收缩管,达到保险可靠。
2、热收缩管或热收缩带连接与卡箍连接方法组合使用。先缠热收缩带或包热收缩管,再用卡箍锁紧,达到保险可靠。
3、热风挤出焊接与卡箍连接方法组合使用。先用热风挤出焊接把管材焊接起耒、达到不漏的要求,再用金属卡箍在外面卡住待连接两管段的相邻凸棱,保证连接的机械强度。
总之,组合的方法有多种多样,在开发试验之中有很多方法也很多,例如承插密封圈连接法、承插电热熔连接法等等。
地址
崇左市江州区中泰产业园经南六路与纬西十二路交叉口西南侧
电话
0771-7920388
手机
137-6888-3727